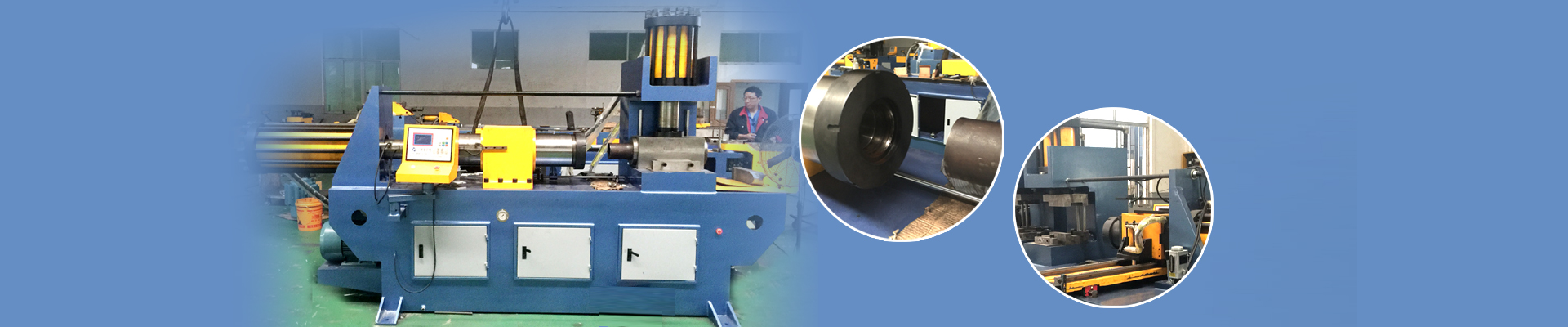
弯管机弯管误差诞生的原因
弯管机支撑辊轮在弯管过程中前后摆动,弯管机钢管与水平面的夹角通常设计为零,由于加工制造误差及弯管过程中的各种弹性变形,夹角不可能为理想中的零,当弯管向前运动时,支撑辊轮向前变形增大,夹角也会随之增大。钢管弯制程中前倾或后倾时,造成弯管支撑辊轮在工作过程中前后摆动。
根据材质和产品的弯管机弯管加工要求和工艺,特别是弯管机弯管厚度和穿孔能力,选择和决定数控弯管机的具体配置,如等离子的功率,抽条割炬的配置。特别应注意:等离子电源的弯管机弯管厚度并不是有效穿孔和有效弯管机弯管的厚度,而火焰厚板穿孔技术与工艺和等离子有效穿孔能力才是数控弯管机的有效弯管机弯管厚度和关键弯管机弯管工作。
模座硬度和模具硬度也是设备以后能否正常使用的关键。当模座硬度低于洛氏HRC60模具硬度低于洛氏HRC50时。让设备处于空运行的状态,用手触摸各个模座块,手感不应有抖动现象,否则视为不合格产品。

张家港市双祥精机科技有限公司
地址:张家港市南丰镇建工大道27号
电话:0512-58626818
传真:0512-58903579
http://www.sxwgj.com